使用機械も大きく異なりますが、福井製作所ではプレス加工も行う事ができます。
専用金型例
プレス加工は専用金型を用意して行いますので、大量生産に向いていています。 サイズや複雑さにより金額は違いますが、専用金型作成には何十万円もかかる反面、製品の作成費用が少なくて済むので大量生産に向くことになります。
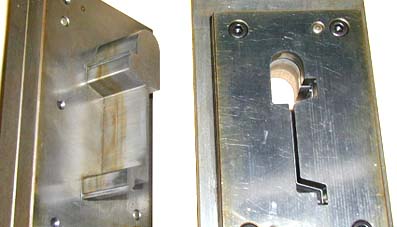
汎用金型例
板金加工は汎用金型の組み合わせにより製品を作り出しますので、金型費用を必要としない分、試作や少数生産に向いています。
福井製作所保有金型数は約500型になります。

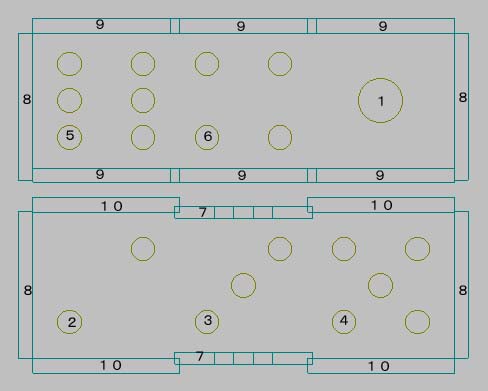
2項 抜き加工の補足説明
順序 Fig.4 NC機制御プログラム 説 明
1
2
3
4
5
6
7
8
9
10
(UT/T 1CREXL 50.00YL 5.00 AN 0.00 DC RL P I )
(UT/T 8CREXL 20.00YL 4.00 AN 0.00 DC RL P I )
(UT/T 10CREXL 50.00YL 5.00 AN 90.00 DC RL P I )
(UT/T 12BROXL 15.00YL 0.00 AN 0.00 DC RL P I )
(UT/T 18BROXL 8.00YL 0.00 AN 0.00 DC RL P I )
G92X1000.Y650.
G93X100.Y80.
X118.6Y88.T12
X12.5Y12.5T18
X37.5Y37.5
X59.3Y12.5
G28I17.67J45.K2
X106.1Y12.5
G36I25.P1J25.K1
X118.6Y25.
X12.5Y75.5
G36I25.P1J12.5K2
X59.3Y75.5
G36I25.P1J25.K1
M82
X58.4Y0.T8
G36I13.4P2J50.K1
X-2.5Y25.1T10
G36I148.6P1J60.8K1
X25.Y62.5T1
G36I46.8P2J51.K1
X25.Y-2.5
G36I93.6P1J55.K1
M83
G50金型番号1 50×5セット
金型番号8 20×4セット
金型番号10 5×50セット
金型番号12 φ15セット
金型番号18 φ8セット
ワークサイズ設定
原点設定
サイコロの1の目打ち抜き
サイコロの2の目準備
サイコロの2の目打ち抜き
サイコロの3の目準備
サイコロの3の目打ち抜き
サイコロの5の目準備
サイコロの5の目打ち抜き
サイコロの5の目中央打ち抜き
サイコロの6の目準備
サイコロの6の目打ち抜き
サイコロの4の目準備
サイコロの4の目打ち抜き
オイル噴射
切り欠き準備
切り欠き打ち抜き
縦方向準備
縦方向打ち抜き
横方向1準備
横方向1打ち抜き
横方方向2準備
横方方向2打ち抜き
オイル停止
プログラム終了
Fig.4−1 NCプログラム対応抜き順序
3項 前加工の補足説明
バリ :
バリとは金属板の切断面にできる切り残しを言い、0.1mm程度のヒゲが出ているような感じです。 バリを取り除き正規の寸法にしておかないと後工程で精度を出す事が出来なくなってしまいます。 また、この0.1mmのヒゲがカッターの刃のような役目をして、触った場合怪我をする事が多いのでバリは取り除く必要があります。
タップ :
タップ加工とはネジを留めるためのネジ穴を作る事を言い、 ネジ径を5mmとすると先に4mmの穴を空けておき、そこに5mmのネジ穴を専用機により作り出します。 タップは金属板の種類や板厚により普通には加工できない場合もありますが、この様な場合はバーリングやカシメナットと言う方法でタップと同じ効果を作り出す事もあります。
4項 曲げの補足説明
曲がらない曲げ加工
金属板に曲げ加工行う機械をベンダーと言いますが、このベンダーは曲げる金属板により最適な凸型と凹型を交換して使用します。
最適な型は板厚、曲げR、曲げ角度、製品形状により決定されます。
この凸型の特性上、コの字に加工する事が限界です。(注:コの字でも加工できない寸法もあります)

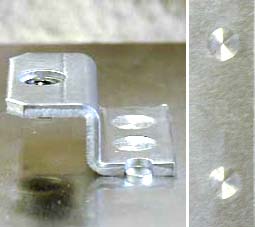
5項 スポット溶接イメージ
アルミスポット例 ステンレススポット例 スポット溶接はブラケット等を取り付ける時に使う金属接合方法です。
また、部品同士を接合して製品を組み立てる事にも用いる事ができます。
スポット溶接部には丸く接合痕が残りますが、福井製作所で所有するスポット溶接機は仕上がりの綺麗さに定評があります。 スポット部分に高い電圧をかける事により金属同士を溶かして一瞬にして接合しますが、見た目以上に接合部分は丈夫で外れる事はありません。

福井製作所の技術を用いて作成した製品例
例1 例2